
Bei 3D4Makers sind wir einer von nur einer Handvoll Anbietern von PEEK-FDM-Filamenten weltweit. Einzigartig ist, dass wir eine hochreine PEEK-Qualität haben, die sonst niemand herstellt. Aufgrund unserer einzigartigen Extrusionstechnologie und dieser einzigartigen PEEK-Qualität können wir Reinheiten und Leistungen erreichen, die andere nicht erreichen können. Dadurch können die Forscher und Unternehmen, die dann mit 3D4Makers PEEK 3D drucken, auch eine höhere Leistung aus ihren Teilen herausholen. Trotzdem ist PEEK immer noch ein sehr schwieriges Material für den 3D-Druck. Wir sehen, dass Universitäten und andere Forschungsinstitute eine Reihe von Problemen mit der Verarbeitung haben. Aus diesem Grund haben wir uns entschlossen, einige der Hauptprobleme zu beschreiben, denen Menschen beim 3D-Druck von PEEK gegenüberstehen.
Verunreinigungen in PEEK.
Schwarze Flecken auf Ihren PEEK-Drucken sind ein häufig wiederkehrendes Problem beim 3D-Druck mit PEEK. Diese Spezifikationen können das Ergebnis einer Reihe von Faktoren sein, einer davon sind Verunreinigungen in Ihrem PEEK.
Speccing in PEEK-Drucken aufgrund der Verarbeitung.
Darüber hinaus kann eine fehlende Prozesskontrolle während des gesamten Druckprozesses auch zu Speccing führen.
Wenn ein 3D-Drucker oder ein Teil eines Druckers den Druckprozess und die Temperaturen nicht gut bewältigt, kann dies ebenfalls zu Materialspezifikationen führen. Dies kann beispielsweise durch Temperaturunterschiede in verschiedenen Teilen des Druckers oder der Düsenbaugruppe verursacht werden.
Materialabbau im Drucker .
Das Material sollte nicht in der Düse zersetzt werden, da es auch zu Fleckenbildung kommen kann. Auch hieraus können Blockaden resultieren.

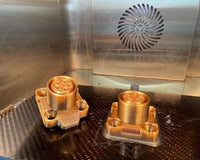
Ein 3D-gedrucktes PEEK-FDM-Teil, das auf einem Vshaper hergestellt wurde .
Thermische Kontrolle während des gesamten Druckprozesses.
Eine umfassende thermische Kontrolle über den gesamten Prozess ist aufgrund des enormen Verarbeitungsfensters und der hohen Temperaturen von PEEK schwierig zu erreichen. Kristallisationsprobleme, Fehldrucke und Verformungen treten häufig aufgrund von Temperaturkontrollproblemen auf. Hier ist die tatsächliche Düsentemperatur wichtig.
Unsachgemäße Kristallisation (Braunfärbung)
Wenn Ihr Teil nicht beige wird, sondern braune Oberflächenverfärbungen aufweist, ist dies ein Zeichen für eine fehlerhafte Kristallisation. Unterschiedliche Schichten weisen unterschiedliche Farben auf, was darauf hindeutet, dass während des gesamten Drucks keine ausreichende Temperaturkontrolle vorhanden war. Möglicherweise können Sie anhand Ihrer Protokolle, des Slicers oder des Teils feststellen, wann dies genau passiert ist, um die Ursache des Fehlers zu ermitteln. Oder es kann darauf hindeuten, dass weitere Schritte unternommen werden müssen, um die Temperaturregelung Ihres Druckers zu beherrschen.
Höhere Hitze
Eine mögliche Lösung für Probleme mit brauner Verfärbung besteht darin, bei immer höheren Temperaturen zu drucken, bis dies behoben ist. Dies wird nicht empfohlen, da es ein Problem mit der Temperaturstabilität durch eine Lösung ersetzt, bei der wir mehr Hitze darauf werfen. In manchen Fällen können ein paar Grad mehr dieses Problem lösen. Wenn es jedoch weiterhin besteht und Sie bei sehr hohen Temperaturen drucken, müssen Sie den 3D-Drucker selbst verbessern.
Glühen zum Lösen von Braunverfärbungen
Eine andere Lösung besteht darin, das Teil nach dem Druck in einem Ofen zu glühen. Idealerweise sollte dies (je nach Teil) nicht erforderlich sein, aber dies kann das Verfärbungsproblem lösen.
Glühen, um Teile zu entspannen und die mechanischen Eigenschaften zu verbessern
Das Tempern des Teils nach dem Drucken entlastet das Teil und verbessert jedoch seine mechanischen Eigenschaften. Idealerweise könnte ein gut gedrucktes Teil (falls erforderlich) getempert werden. Es wird jedoch nicht empfohlen, Tempern zu verwenden, um die fehlende Prozesskontrolle im Druck zu überdecken.
So glühen Sie ein PEEK-3D-gedrucktes Teil
Thermische Kontrolle über die gesamte Baukammer.
Neben allgemeinen Fragen der Temperaturregelung ist es besonders wichtig, ein angemessenes thermisches Management und eine angemessene Kontrolle über den gesamten Bauraum zu haben. Die einfache Anpassung eines Desktop-3D-Druckers zum Drucken bei 450 °C durch Austauschen der Düse wird Ihnen keine guten 3D-gedruckten Teile liefern.
Austrocknen
In vielen Fällen sollte das PEEK vor dem Drucken im Überzug getrocknet werden. Im Vergleich zu anderen Materialien nimmt PEEK nicht so viel Feuchtigkeit auf, aber das Trocknen wird Ihre Druckleistung verbessern, wenn das PEEK-Filament nicht richtig gehandhabt wurde, bevor es zum Kunden kommt. Für beste Ergebnisse empfehlen wir mindestens 4 Stunden Trocknung bei 120°C. Bei Anwendungen in der Luft- und Raumfahrt und Medizin empfehlen wir Ihnen, dies zu Ihrem Arbeitsablauf hinzuzufügen, um Variablen zu entfernen.
Dämpfe und Gase
Im Vergleich zu anderen Materialien werden vergleichsweise wenig schädliche Dämpfe freigesetzt. Wir würden jedoch immer empfehlen, PEEK in einem geschlossenen Drucker mit beheizter Baukammer und einem Aktivkohle-/Kohlefilter zu drucken.



3 Kommentare
Anonymous
You can buy PEI sheets with a 3M sticky film backing. We recommend 5mm Ultem Tape with 2mm acrylic adhesive backing.
J. Pomodoro
Thanks for this informative article!
How thick are the PEI sheets you use? How do you stick them to your build surface?
Best,
J
Mark Ulrich
Could you please tell me if your PEEK filament is medical grade ?